
Tim
That first link is what I used (along with the tubalcain youtube series) to learn how to grind it. I'm going to go dig up some carbide cutters I know I have lurking about and give Abe's experiment a test. Thanks all.Edward wrote:I was just searching old posts about grinding lathe tools.
Heres a couple I bookmarked
viewtopic.php?f=43&t=4628&hilit=grinding+bits
viewtopic.php?f=43&t=4240&hilit=grinding+bits
Hopefully there will be some new answers here too.
You are.BeatusLiebowitz wrote:I'm convinced I'm committing an error in my tool grinding, but I can't figure out what.

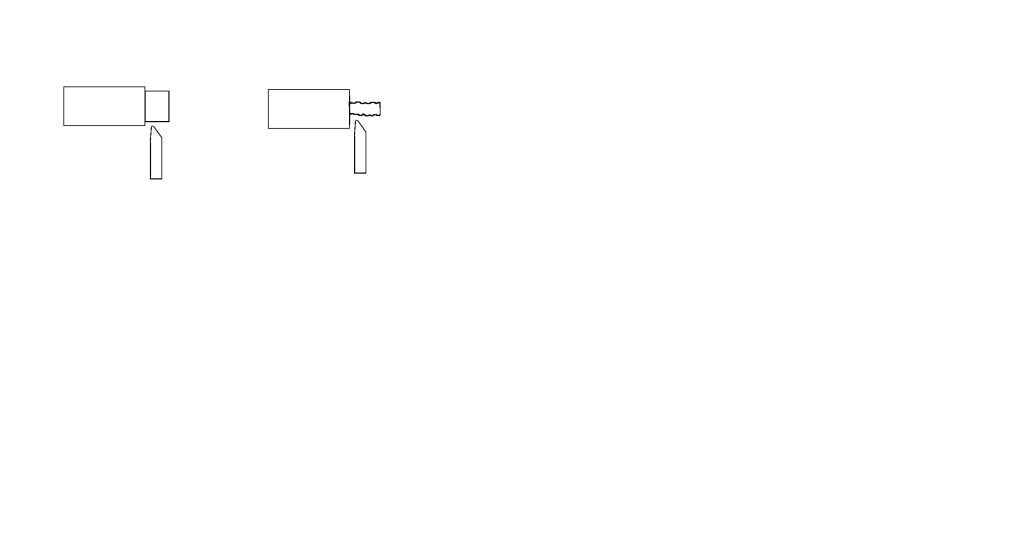
That's how you do it - by eyeball .... either something in the tailstock or headstock with a point on it - and eyeball the top edge cutter to be at the same height as the point.smokindawg wrote:Ok, stupid question here from a newby metal lathe guy.
How do you make sure your on center without eyeballing the cutter?





